Skład i instrukcja stosowania kleju BF-2 i kleju BF-4 z uwzględnieniem ich właściwości technicznych
Treść:
- Gdzie i kiedy używa się BF-2 i BF-4
- Specyfikacje i komponenty
- Metody i zasady przygotowania powierzchni metalowych przed zastosowaniem BF-2 i BF-4
- Metody stosowania klejów BF-2 i BF-4
- Instrukcja stosowania metody klejenia na gorąco
- Instrukcja użycia: jak kleić płytki na zimno
- Jak mogę wymienić klej marki BF-2 i BF-4
- Przechowywanie i transport
Klej BF-2 i BF-4 to przemysłowy klej strukturalny przeznaczony do wysokowytrzymałego klejenia niemal wszystkich wyrobów metalowych, polimerowych i skórzanych. Skład oparty jest na żywicy fenolowo-formaldehydowej, poliwinylobutyralu i alkoholu etylowym. Wymienione składniki zawarte są w BF-2 i BF-4 w różnych proporcjach.
Gdzie i kiedy używa się BF-2 i BF-4
Zakres ich zastosowania praktycznie nie ma granic. Ze względu na wysokowytrzymały skład klejów kleje marek BF-2 i BF-4 znajdują szerokie zastosowanie w przemyśle elektrycznym i radiowym, lotniczym, budowlanym, meblarskim i opakowaniowym. Wyróżniają się dużą odpornością na duże obciążenia i wibracje, co czyni je niezastąpionymi przy produkcji takich materiałów prasowanych jak płyty wiórowe, sklejka, tworzywa wielowarstwowe.

W gospodarstwie domowym klej BF-2 i BF-4 jest szeroko stosowany do napraw, budowy i potrzeb domowych. Informacje o tym, jaki klej jest najbardziej odpowiedni do klejenia określonych materiałów, podano w tabeli:
| BF-2 | BF-4 |
| twarde materiały statyczne | materiały elastyczne, które są podatne na zgięcia i wibracje |
| metale nieżelazne, stal nierdzewna, niemetale z metalami | |
| tłoczony plastik | tekstolit |
| ceramika | pleksiglas |
| szkło | drzewo |
| granit | Płyta wiórowa |
| marmur | linoleum |
| porcelana | Wyroby skórzane |
| kamień naturalny | wyroby gumowe |
| płytka/płytka | sprzęt RTV/AGD |
| Ze względu na zawartość substancji toksycznych klej nie jest używany do klejenia naczyń! | |
Obydwa rodzaje klejów stosowane są bardzo rzadko do impregnacji i lakierowania powierzchni, za wyjątkiem produktów o małych gabarytach wymagających prac renowacyjnych.
Specyfikacje i komponenty
Głównym składnikiem klejów BF-2 i BF-4 jest syntetyczny polimer poliwinylobutyral, który powstaje w wyniku oddziaływania dwóch substancji - alkoholu poliwinylowego z aldehydem. Poliwinylobutyral nadaje klejowi elastyczność, jego zawartość procentowa w kleju jest oznaczona liczbą obok liter „BF”. Dlatego klej marki BF-4 charakteryzuje się większą elastycznością w porównaniu do BF-2.

Należy zauważyć, że im wyższa elastyczność kompozycji klejowej, tym niższa jest jej wytrzymałość i zdolność do sklejania twardego i statycznego materiału w strukturze.
Inne składniki zawarte w kleju:
- alkohol etylowy to substancja stosowana jako rozpuszczalnik;
- Żywica fenolowo-formaldehydowa to substancja składająca się z aldehydu i fenolu, stosowana jako zagęszczacz.
Wygląd kompozycji klejącej marek BF-2 i BF-4 może być przezroczysty lub mętny z jasnożółtym lub czerwonawym odcieniem. Nie ma różnicy w lepkości cieczy klejącej.
Inne istotne cechy przedstawiono w tabeli:
| Marka kleju | Wytrzymałość cieplna | Elastyczność przy zginaniu folii | Wytrzymałość | Odporność na agresywne środowisko |
| BF-2 | od -60 do +80℃ | 3 mm | 19,6 MPa | olej, paliwo, alkohol, kwas, zasady |
| BF-4 | od -60 do +60 ℃ | 1 mm | 19,6 MPa | kwas, zasada, mgła solna |
Lepkość kompozycji ciekłych klejów klasy BF-2 i BF-4 może wzrosnąć pod wpływem ujemnych temperatur. Przed użyciem taki klej należy przechowywać w temperaturze 21-23℃ co najmniej 3 dni.

Metody i zasady przygotowania powierzchni metalowych przed zastosowaniem BF-2 i BF-4
Klejone powierzchnie należy dokładnie oczyścić z brudu i kurzu. Eksperci zalecają usunięcie następujących możliwych zanieczyszczeń i defektów z powierzchni w celu uzyskania silnego połączenia klejowego:
- zadziory/ostre występy;
- oparzenie/korozja;
- odpryski spawalnicze
- chropowatość;
- plamy oleju/tłuszczu;
- powłoki malarskie.
Istnieją dwie metody czyszczenia powierzchni metalowych – chemiczna i mechaniczna. W przypadku silnego zabrudzenia i obecności formacji korozyjnych zaleca się oczyszczenie powierzchni metodami chemicznymi i mechanicznymi.
- Metoda mechaniczna. Powierzchnie metali nieżelaznych oczyszcza się materiałem ściernym o dopuszczalnej wielkości ziarna od 15 do 20. Powierzchnie metali żelaznych poddaje się obróbce papierem ściernym o uziarnieniu od 63 do 80. Oczyszczanie powierzchni i spoin odbywa się ręcznie lub za pomocą szlifierki i przystawki do tarczy ściernej.
- Metoda chemiczna. Podczas obróbki chemicznej powierzchnie próbek są dokładnie przecierane najpierw benzyną, a następnie acetonem. Po obróbce produkty metalowe muszą dokładnie wyschnąć.
Podczas klejenia próbek i części metalowych temperatura powietrza w pomieszczeniu nie powinna być niższa niż 15℃ i nie wyższa niż 30℃, a wilgotność powietrza nie powinna być niższa niż 60% i nie wyższa niż 80%.
Metody stosowania klejów BF-2 i BF-4
Metoda klejenia na gorąco pozwala stworzyć szew o wysokiej wytrzymałości i odporności na działanie agresywnego środowiska. Jeżeli produkt nie będzie użytkowany w warunkach zwiększonego narażenia na niekorzystne czynniki sztuczne lub naturalne, wówczas klejenie można wykonać metodą „na zimno”.

W tabeli przedstawiono przybliżoną listę materiałów, które można sklejać metodami na zimno i na gorąco:
| Metoda „na zimno”. | Metoda „na gorąco”. |
| Wyroby skórzane | Metal nieżelazny |
| Wyroby gumowe | Czarny metal |
| Szkło/pleksi | Marmur |
| Drewniane rzemiosło | Porcelana |
| Tłoczone drewno/plastik | Granit |
| Wyroby ceramiczne | Kamień naturalny |
Instrukcja stosowania metody klejenia na gorąco
Klej nanosi się na jedną powierzchnię materiału, za wyjątkiem przypadków, gdy konieczne jest uzyskanie bardzo wytrzymałego szwu, np. w przypadku połączeń stykowych blach, przy klejeniu wyrobów o dużych gabarytach, a także próbki będą następnie wykorzystywane w warunkach dużych obciążeń lub w niekorzystnych warunkach środowiska.

Instrukcja krok po kroku:
- Klej nanosi się jednowarstwowo na łączone powierzchnie wyrobu w temperaturze pokojowej nie niższej niż 15℃ i nie wyższej niż 30℃ i pozostawia do wyschnięcia na 50-60 minut przy zastosowaniu kleju marki BF-2 lub na 40-50 minut podczas używania BF-4. Jeśli pozwala na to pogoda, produkty można przechowywać w powietrzu.
- Nałóż drugą warstwę i połącz części ze sobą. Aby uzyskać dobrą przyczepność, części są dodatkowo zaciskane za pomocą prasy dźwigniowej lub dociskane zaciskiem. W przypadku stosowania kleju BF-2 łączone części wysyła się do suszarki w temperaturze 130-140℃ na 60 minut. W przypadku BF-4 temperatura w komorze suszenia powinna mieścić się w granicach 150-170℃, a czas suszenia powinien wynosić 40 minut.
- Po wysuszeniu produkty schładza się do temperatury pokojowej w ciągu 24 godzin.
Zużycie kleju przy podwójnej aplikacji powinno wynosić 60-80 g na 1 m2 powierzchnia do klejenia. Produkty należy przechowywać w dobrze wentylowanym pomieszczeniu lub przy dobrej wentylacji, aż do całkowitego wyschnięcia.
Instrukcja użycia: jak kleić płytki na zimno
Zaproponowane instrukcje krok po kroku dotyczące klejenia na zimno można zastosować w równym stopniu podczas pracy z BF-2 i BF-4. Wybór kleju zależy od materiału produktu.
| Ilustracja | Instrukcja krok po kroku |
 |
Etap 1. Do pracy musisz przygotować:
Klej BF-2; pusta tuba na klej z zaostrzoną końcówką do wygodnego i dokładnego klejenia końcowych części płytki; aceton do czyszczenia powierzchni; miękkie szmaty, aby usunąć nadmiar kleju. Do czyszczenia powierzchni potrzebny jest papier ścierny.
|
 |
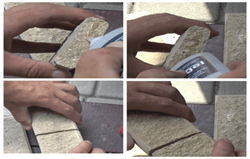
Etap 2. Końcowe części płytek potraktuj acetonem. Nie ma potrzeby szlifowania i szlifowania końcówek przed sklejeniem, ponieważ linia podziału na jednej połowie płytki pokrywa się z linią podziału drugiej połowy. Po potraktowaniu acetonem obie połówki powinny wyschnąć przez 5-10 minut. Wlej klej do pustej tuby z ostrą końcówką i przygotuj serwetkę, aby usunąć nadmiar kleju. |
 |
Etap 3. Nałóż pierwszą warstwę kleju na części końcowe i pozostaw na 20-30 minut. Po 20-30 minutach końcówki pokrywa się drugą warstwą i ponownie pozostawia na 10-15 minut. |
| Etap 4. Połącz obie połówki, nadmiar usuń szmatką. Połączone połówki należy trzymać w dłoniach przez 2-3 minuty, wywierając nacisk po obu stronach. | |
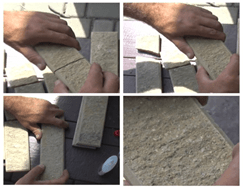 |
Etap 5. Przyklejone płytki należy położyć na drzwiczkach piekarnika nagrzanego do 180℃. Czas nagrzewania sklejonego szwu wynosi około 40-50 minut. Następnie płytki pozostawia się na 24 do 48 godzin w temperaturze pokojowej.Po 1-2 dniach płytki uznaje się za nadające się do użytkowania. |
Jak mogę wymienić klej marki BF-2 i BF-4
Trudno znaleźć podobne kleje, ponieważ kleje fenolowo-polioctanowe winylu mają opatentowany i unikalny skład. Klej o nazwie „Super Cement” ma podobne właściwości, ale ten produkt jest znacznie gorszy od klejów marek BF-2 i BF-4 podczas pracy z wyrobami metalowymi.
Niektórzy eksperci zalecają jako analogi produkty wykonane na bazie żywicy epoksydowej. Klej epoksydowy, mimo wszystkich swoich zalet, ma istotne wady - szybkie schnięcie i niską odporność na czynniki agresywne, takie jak kwasy i zasady.
Przechowywanie i transport
Zaleca się przechowywanie kleju w suchym, ciemnym miejscu niedostępnym dla dzieci. Klej należy przechowywać w oryginalnym opakowaniu i z dala od źródeł ognia.
Transport produktu odbywa się zgodnie z wymaganiami dotyczącymi transportu materiałów wybuchowych i łatwopalnych. Zgodnie z wymaganiami, produkt, z zastrzeżeniem wszelkich zasad i przepisów, może być transportowany transportem drogowym i kolejowym. Transport może odbywać się w beczkach stalowych i metalowych, kolbach i zbiornikach.